

Categoria
Roller coating
Examples of products suitable for roller coating:
- cabinet doors
- parquet
- doors
- wood and wood-based materials
- glass
- cork
- plastic
- fibre cement
- metal
- roll-to-roll for edges etc.
High flexibility in terms of output rate and choice of cycles/processes according to the line make-up.
Zero solvent emissions thanks to 95% use of products with high dry residue (UV) content.
Possibility of using the roller technique for any application on all flat surfaces.
The quality of the paint finish is highly subjective. However, opacity and gloss, and obviously, the degree of application, can all be rated.
Coating product consumption and consumption of solvents required for cleaning the machines in the coating line should certainly be considered and evaluated. Each step of the roller coating process must be monitored in terms of the quantity applied, for each individual machine. Quantities, in fact, may vary according to the type of substrate treated.
Today, thanks to the SmartCoater PRO series and the choice of specially designed rollers, in some cases it is possible to apply UV primers on cabinet doors and specially shaped doors. This refers to primer application. After the intermediate sanding phase, finishing is carried out with spray coating machines.
Yes. It often happens to have coating lines consisting of roller coating machines for primer/insulating product application followed by spray coating machines for finishing.
The average time required to clean a roller coating machine was 20 minutes. A critical variable was the use of clear or pigmented coats. Today, with our new semi-automatic system, considerably less time is needed for an operator to carry out cleaning. Additionally, the consumption of solvents is heavily reduced, with resulting advantages in terms of efficiency and sustainability also in the roller coating process.
An automatic system is being developed, designed to monitor the parameters relating to the consumption of coating products also in roller coating machines.
The number of operators required for the correct operation of a roller coating line depends on the complexity and length of the line. We can reasonably expect that 2-3 people will be needed to work on the line.
Lamination and roller coating are two different processes. A coated product is generally considered more sophisticated than a product laminated with paper or plastic film. Laminating a panel is practical when we have to process small production batches.
Roller coating, on the other hand, is definitely more cost-effective to treat matt or glossy methacrylate sheets.
No. The most delicate part is the rubber roller which will have to be surface-ground or re-coated. There are also normal wear parts that need to be replaced: scrapers, pumps, etc.
Our international network of distributors and branch facilities is widespread globally, and most likely, you'll easily find the right contact in your own country. Otherwise, in just a few days we will send spare parts and technicians straight from our headquarters.
Roller coating machines can only coat flat surfaces. There are some special cases in which a special machine with a soft roller can be used to coat bevelled parts, too. This is the case for example with the beveled side of parquet flooring, where the bevel reaches up to 4 mm.
Thanks to roller coating technologies, various degrees of finish can be obtained, either clear or pigmented, matt, semi-gloss or glossy. Additionally, since the roller lines are made up of a number of applications, aluminium dioxide- or corundum-based coats can be applied in order to achieve high surface abrasion strength.
Downstream from each roller painting machine, a gelling/drying oven is needed. It can be either a UV or a hot air oven according to the type of coat applied. In addition, machines for sanding primer coats, brushing machines for cleaning the panels and conveying machines along the line are needed.
On roller coating lines, it is quite simple. Depending on the output demand, we can calculate the line speed and then decide how many UV lamps are needed to be able to gel or dry the finish coats at that precise speed. This helps to respond effectively to required changes in output rate.
The machines are flexible both in terms of product quantities to be applied, and in terms of versatiliy - being suitable for different applications, at various locations along the line.
In roller coating machines, 100% UV acrylic products, as well as water-based products, can be used resulting in a highly sustainable finishing process.
Yes. Normally, on small, low-output lines, the machines are flushed to carry out colour changeover. Otherwise, multipurpose machines are added to the lines to be able to manage colour changes very quickly.
In this respect, a roller coating line ensures maximum flexibility. It enables to process any panel shape, also in random order - as long as all the panels have the same thickness.
Categoria
Edge coating
- reduce coating and sanding unit setting times to a minimum
- increase the number of machines to reduce product handling
Categoria
Drying
Categoria
Veneering
Any type of wood can be used as veneer, but their flexibility varies. It depends on texture and structure. Beech and maple are quite easy to apply while macropore trees like oak and ash are more likely to crack when trying to wrap radii.
Categoria
Vacuum coating
Cleaning times vary according to the size of the machine and the type of paint being used. Water-based paints require less time than viscous UV lacquers. On average, when changing profiles, it will take between 10 and 15 minutes. If you are also required to change colour, this will take up to 30 minutes.
Categoria
Spray coating
- That the coating must match the substrate material to ensure proper adhesion.
- That the piece being coated must be able to pass through the machines/systems.
- Those who opt for a paper conveyor machine will observe many similarities with manual coating methods: start-up, spray gun feeding, cleaning and replacing filters.
- Those who go for a machine with continuous belt conveying will need to perform preparation and maintenance associated with the retrieval and cleaning trolley; nevertheless, these tasks are simple.
- Anthropomorphic robot: more freedom, virtually unlimited 3-way movement. Unlimited spray gun positioning.
- Cartesian robot: less freedom, but can accelerate and move much faster. Limited spray gun positioning.
- On machines with paper conveying and paper filters, very little time is needed. All you need to do is clean the guns and pump, and replace and discard filters as necessary.
- Continuous belt machines require more time at the end of the shift as maintenance tasks concerning the belt retrieval and cleaning device needed to be performed.
In the case of a machine with continuous belt conveying, cleaning and retrieval system maintenance is also required.
Machines with water filtration will also require maintenance of the continuous filtration device.
With robots, different work modes are possible so it is necessary to define the way and the order in which you wish to execute strokes and whether to coat certain product parts or not. Programmed this way, each piece loaded and read by the reading system is automatically processed as per the saved information.
The range of finishes is practically unlimited, also because finishing is more closely linked to the product being coated.
Categoria
Ubiquo
- to improve performance
- to prevent finishing line breakdowns and stops
- to reduce spare part and finished product stocks.
- set up and check the entire line from a single point
- trace workpieces on the line
- export alarms/production reports
- exchange information with your internal company systems.
- show a realistic 3D configuration of the line layout: a sound, reliable picture made up of measurements, 3D imaging and objective data.
- provide accurate line operation simulation: to prevent problems, avoid machine downtimes and have more general information right from the design stage.
- simulate real productivity and consumption: finding the best configuration gives you a realistic forecast of the situation, also in terms of productivity and energy/heat consumption.
Categoria
Industrial Digital Printing
Many! Each requiring its own specific pre-treatment, curing level, finishing etc.
Examples: MDF and other wood derivatives – fibre cement – PVC – SPC – WPC – ABS – PS – Aluminium and other metals – glass – leather.
You may need to consider the following factors in some cases:
- Printing resolution will affect minimum printable detail.
- Specific surface characteristics of the substrate.
Flat panels are perfect for inkjet technology because the substrate is always kept very close to the print heads.
You can also print on slightly raised panels if you follow a few basic rules:
- Ink droplets will not reach vertical or severely inclined surfaces.
- Print heads must be less than 7 mm from the surface to avoid blurred printing.
Our technical experts can evaluate such issues on a case by case basis.
Edges
We have developed a digital printer for edge foils handling thicknesses from 0.1 to 2 mm and a useful printing width of up to 500 mm (19.7”).
Profiles
Considering the issues answered in questions 1 and 3, direct digital printing on profiles is possible.
We have developed a digital printer for skirtings and other profile types. Preparation and finishing must be defined case by case.
Single-pass up to 1540 mm (60.6”).
Multi-pass up to 2500 mm (98.4”)
Here are some objective factors:
- Resolution or dpi (dots per inch) is a measurable value. Our range of industrial digital printers work at resolutions of 400x400 dpi or 400x800 dpi (where 800 dpi is parallel to the direction pieces travel in single-pass printers)
- Colours are a measurable factor using a spectrophotometer, providing the area measured is large enough for the sensor. The naked eye evaluates colour more effectively, but it is subjective.
- Image sharpness will also depend on the base coat and printer set-up.
- Colour shades and contrast will be affected by the layers of top coats
This can be achieved by implementing the following activities:
- Check hardware set-up daily: align the print heads, clean the nozzles.
- Check software set-up regularly: ensure nozzle compensation and shade uniformity across the conveyor.
- Ensure correct workflow and follow it strictly at all times: coating process control, colour profiling, image management, raster image processing (RIP).
- Define and perform Print Quality Assessment & Maintenance daily.
To maintain excellent productivity, we have made it very quick to switch from one design/pattern to the next on our single-pass solutions.
Firstly, this does not mean “rapid prototyping”. It means creating a superficial 3D effect, a texture.
Yes, it is possible.
Achieved digitally on single-pass and multi-pass printers, there are 3 methods we advise to obtain different characteristics, all of which create a 3D effect. Depending on the end usage of the finished product, we would recommend one of these methods.
The first two methods are suitable for single-pass lines; both are "subtractive methods" (meaning that the "grooves" are obtained displacing/removing part of the high-resistant top-coat); the two methods differs for the way the grooves are obtained, one by displacing/rejecting the high-resistant top-coating, the other removing the high-resistant topcoating by brushing with suitable brushes the coating in the "to-be grooves" areas.
The third method is suitable for multi-pass machines and is an "additive method" (meaning that the "reliefs" are obtained by adding a specific ink, like in the additive manufacturing processes).
- Flexibility. It is simple to change from one design to the next as often as required.
- Unit cost is in no way connected to batch size.
- Quick response to fast-changing market demands and fashions.
- Very short lead time from the idea to the first sample.
- Ability to test countless variants, evaluate and pinpoint market trend instantly.
- Handling large volumes. This technique is not for mass production.
- Economies of scale. Unit cost does not drop in line with higher volumes.
- Learning curve. Many end-users are at the start of the learning curve and need to develop some skills and knowledge to exploit the technologies. We can support you.
- Flooring
- Panel decoration
- Door decoration
- Edge-banding
- Fibre cement decoration
- Profiles
- etc.
Categoria
3D spray coating
Categoria
Overhead conveyors
What's more, our software enhances efficiency, making the operator's work easier.
When it comes to shape, size and thickness, overhead coating poses no particular limits. In fact, the same station can even be used to coat 2 pieces in different ways.
Categoria
Curtain coating
To date, the most commonly used types as both primers and finishes applied with curtain coaters are high quality polyurethane paints and UV paints. For parquet coating, paints containing aluminium dioxide, corundum or glass microspheres can be applied, to achieve high surface abrasion strength.
In most cases, weight checks are performed in a traditional way.
There are also Matic model long-bench curtain coater versions, suitable for preparing packs of panels and designed for working in line with vertical ovens. These curtain coaters have three independent speeds: loading, coating and unloading.
Categoria
Wrapping
Beyond that the pressure at costs and prices as well as the requirements of the customers regarding the surface design played a substantial role.
One of the first such machines was built by Mr. Reinhard Düspohl.
- Industries processing derived timber products
- Woodworking industry
- Industries processing wood composite materials
- Plastics industry
- Metalworking industry
- Particle board
- Medium density fibreboard (MDF)
- High density fibreboard (HDF)
- Plywood
- Extruded wood (plastics+sawdust)
PLASTICS
- PVC (polyvinyl chloride)
- PP (polypropylene)
- ABS (acrylonitrile-butadiene-styrene)
- Expanded polystyrene
- and others
- Aluminium
- Steel
- Others
The wood veneers are divided into two major groups: rotary cut veneer and sliced veneer. Sliced veneer is the most commonly used veneer in profile wrapping. The complexity of the core material dictates the quality of veneer to be used.
Manufactured fleece-backed veneer, as a fleece is glued on the back of the veneer. The veneer becomes more flexible due to the glued-on fleece.
The quality of symmetric and asymmetric finger-joint veneer is visible after the lacquering process. In the case of poor quality, two different pigmentations are visible. Different pigmentations are avoidable using veneer with an aluminium indicator.
Veneer with an aluminium indicator is always in roll form. An aluminium strip is applied at the joint between the veneer sheets. This type of veneer needs to be ordered with a specified sheet length within the roll of veneer. The sheet length needs to be 1’’ longer then the profile it will be applied to allowing for some length variations in the substrate. The advantage of the aluminium indicator is, that the finger-joint strip will not be placed on the profile and ruin its aesthetics. This is accomplished by using sensors on the machine to pinpoint the position of the aluminium indicator at the joint. The signal is used to position the substrate with the aluminium indicator in the veneer roll. Doing it this way, the beginning of the veneer sheet is certain to be synchronous with the beginning of the substrate.
Paper
Different paper types are available for profile wrapping. Paper for profile wrapping is usually made like a sandwich. It starts out with the base paper that is also referred to as the backer. The backer is available in different colours and different weights. The second layer is the decorative layer. The decorative layer can be of a solid colour or with a printed pattern. Usually 30g paper, this decorative layer is laminated to the base paper. The colour of the finished paper depends on the colour of the base paper. These papers can range from 30 to 300 g and more. Most commonly used papers are 60 or 80 g papers. They can be wrapped around very complex profiles and at the same time they are not as fragile as 30 g paper. Paper can be wrapped around sharp edges (with the exception of very heavy papers).
Laminates
Laminates are decorative surface papers impregnated with melamine resins and then pressed over Kraft paper core sheets impregnated with phenolic resin. These sheets are then bonded at pressures exceeding 200 Kg/cm2 at temperatures approaching 150°C. Finished sheets are trimmed and the backs are sanded to facilitate bonding. Laminates are more difficult to wrap in comparison with wrapping paper, because papers are more flexible. The variety of laminates ranges from high-pressure to low-pressure to continuous laminates. There is a difference in the way theses laminates are manufactured as well as in the flexibility of the material. Sharp edges are not recommended. For the flooring industry the laminates are coated with aluminium oxide.
In case of profile-wrapping with laminates an extremely long wrapping zone is necessary. The temperature of the laminate, if corners are to be wrapped, must reach 300° C in the relevant area.
Vinyl (Films)
There are many different types of vinyl available. The most commonly used materials are hard / soft PVC and PP. Vinyl can be of a solid colour or have a printed pattern. Different topcoats are available for interior or exterior products.
Interior
No special requirements.
Exterior
The vinyl has to be durable against ultraviolet rays. A special vinyl with a wood-like surface (veneer characteristics) and aluminium-like surface (aluminium characteristics) is available for exterior application, which is mainly used by the PVC window industry.
The newest development is a thermoplastic film for the decorative finishing of windows, doors and other building elements. The film is also suitable for regions with harsh climates, because of a higher weather and temperature stability. Also under difficult conditions the foil possesses outstanding colour and gloss stability. Before glue application, the processing temperature of “Renolit-Fast” has to be 80°C with strict tolerance levels.
Today hot melt glue is the most common glue used in the profile wrapping industry. Main advantages in comparison with other glue types are: high combination potential between materials, higher transport speed of the profile wrapping machine possible.
The difference between filled and unfilled hot melt glue is not visible. Only the weight differs. Filled glue is heavier than water. We strongly advise against using filled glue for a slot coater.
The difference between “non humidity-reactive” and “humidity-reactive” adhesive is that humidity-reactive hot melt glue is received during the interlacing of a chemical compound (isocyanates) with the humidity from the air. After the interlacing is finished (approx. 3-5 days) it is impossible to re-activate and/or liquefy the glue. The developed adhesive compounds possess extreme temperature and water resistance.
Non-humidity-reactive glue:
EVA (Ethylene-Vinyl-Acetate)
By the abbreviation EVA we mean a copolymer, which is made of ethyls and vinyl acetate; for over 30 years the basis polymer for hot melt glues. The cost/performance ratio of EVA is good. Disadvantages of this product group are: limited resistance to heat (re-activation temperature: 80 – 100°C) and humidity (no exterior use).
APAO (Amorphous-Poly-Alpha-Olefin), abbreviation PO (Polyolefin)
This abbreviation stands for several terms: polyethylene(PE), polypropylene (PP), polybutylene (PB) et al. For adhesive production these pure polyolefins are only negligibly suitable. Addressing a wider interest are the amorphous polyolefins manufactured in a special procedure as well as their co- and terpolymeres, which is then commercialised under the comprehensive term amorphous-poly-alpha-olefin (APAO) or in short polyolefin (PO). The main advantage in comparison with EVA is superior heat resistance (re-activation temperature 110 – 130°C). PO is not suitable for exterior applications. High temperature resistance and relevant demand for high melting energy reduce the capacities of all available melting aggregates up to 50 %.
Humidity-reactive glue:
PUR (Polyurethane-Reactive)
The abbreviation PUR stands for single component, humidity-reactive polyurethane hotmelts. The PUR glue type fulfils the highest requirements regarding temperature-, water-, steam -, detergent- and solvent-resistance. The main advantages compared with EVA and PO are: High heat and water resistance. PUR adhesives are suitable for interior and exterior use without exception (all materials). PUR glue comes in block form (blocks weighing 2 - 18 Kg) and barrel form with 200 Kg/barrel. One producer offers PUR-granulate too. The glue in block form has a smaller surface compared with granulate, which reduces the danger of humidity interlacing. Due to the comparatively low working temperature, PUR is most suitable for thin thermoplastic films.
APAO-R (Amorphous-Poly-Alpha-Olefin-Reactive)
More details regarding the abbreviation-part APAO see APAO. The additional R means reactive. The APAO-R glue is based on polyolefin with reactive characteristics (see PUR). The adhesive is suitable for interior and exterior use and comes in block form. The APAO-R glue is used more rarely.
Water-based glue
PVA, PVAc, ...,
Water-based glue, with water portion amounting to up to 50 %, has some disadvantages compared with hotmelt glue. In production the energy consumption is very high and the production speed very low, because the water portion must evaporate. You have reduced possibilities in wrapping (only suitable for substrates with a simple profile).
Solvent-based glue
Polyurethane, ...,
Due to new emission-protection-acts it is not recommended to invest in a machine/line, which runs with a solvent-based glue.
Width of overlay material in metres X Transport speed in m/min X 60 Minutes X Grammage per sqm in Kg/sqm = Mass of glue in Kg/h.
Example:
Overlay material 250 mm = 0.25 m X 40 m/min X 60 minutes X 50g/sqm = 0.05 Kg/sqm = 30 Kg/h.
If one wants to use more than ⅔ of the capacity of our melting units, we recommend making tests. The melting capacity varies dependent on glue type and manufacturer.
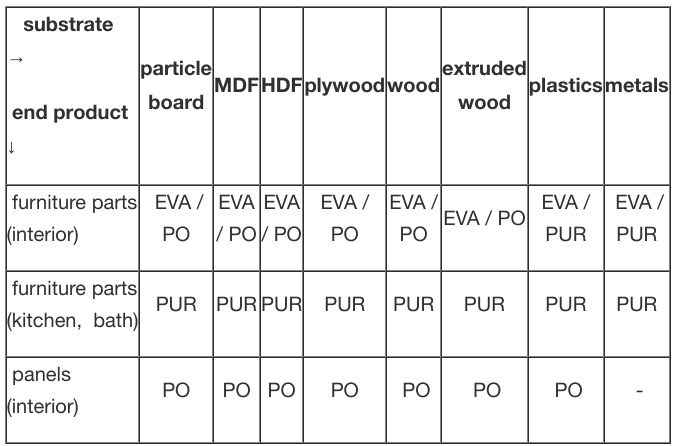
The following end products may be made of the listed material combinations. Please keep in mind, that the table below reflects only a fraction of material combinations. Other combinations are possible.
The decision as to which adhesive should be used also depends on the temperature influences on the transportation route or ultimate destination of the wrapped end product. Therefore, the material combination specified before can change.
Substrates that are not made from derived timber products, plywood, wood or extruded wood (non-wood substrates) may require some treatment prior to wrapping. In any case the selected glue manufacturer should be consulted to establish a recommended treatment.
In addition, the desired degree of finish and gloss must be evaluated. Finally, the required output should be considered to determine the type and number of presses, and the number of application and (possibly) cutting machines needed.
Categoria